
Roughly 70% of industrial automation failures traced back to sensing errors originate not from defective hardware but from mismatched components forced into applications they were never designed to handle. That statistic, drawn from broad patterns observed across manufacturing quality audits, underscores a persistent problem in factory automation: off-the-shelf machine vision systems frequently fall short when production lines involve irregular geometries, reflective surfaces, variable lighting, or extreme throughput demands. Standard configurations work well for repetitive, predictable tasks, but the moment a process deviates from that template, engineers are left retrofitting components that were never intended to work together.
This is where custom-built machine vision systems earn their place in modern manufacturing. Rather than forcing a process to conform to a generic camera-lens-software bundle, integrators design the imaging chain around the specific optical, mechanical, and computational constraints of the task. The result is a system that performs reliably under the exact conditions it will face on the plant floor, whether that means inspecting micron-scale defects on a semiconductor wafer or guiding a six-axis robot through a cluttered bin of irregularly shaped parts. machine vision lenses
Why Standard Machine Vision Systems Struggle With Non-Standard Applications
Most commercial machine vision systems are built around a narrow set of assumptions: consistent part geometry, stable ambient lighting, and a fixed working distance. When any of those variables shifts, image quality degrades, and downstream algorithms begin producing false positives or missed detections. A packaging line running clear plastic film, for instance, presents almost no contrast for a conventional camera-lens combination, since the material transmits light rather than reflecting it in a usable pattern. In these cases, engineers need specialized illumination angles, polarizing filters, and lenses calibrated to a narrow depth of field that a catalog solution simply cannot provide.
The mismatch becomes more pronounced in environments with vibration, temperature swings, or airborne particulates, all common in metal fabrication, food processing, and mining operations. A camera housing rated for a clean laboratory setting will fail within months on a foundry floor, and a lens without a hardened coating will scatter light unpredictably once dust accumulates on its surface. This is precisely why sourcing decisions around machine vision lenses for industry demand more scrutiny than simply matching focal length and resolution on a spec sheet.
What Makes a Machine Vision System “Custom-Built” Rather Than Off-the-Shelf?
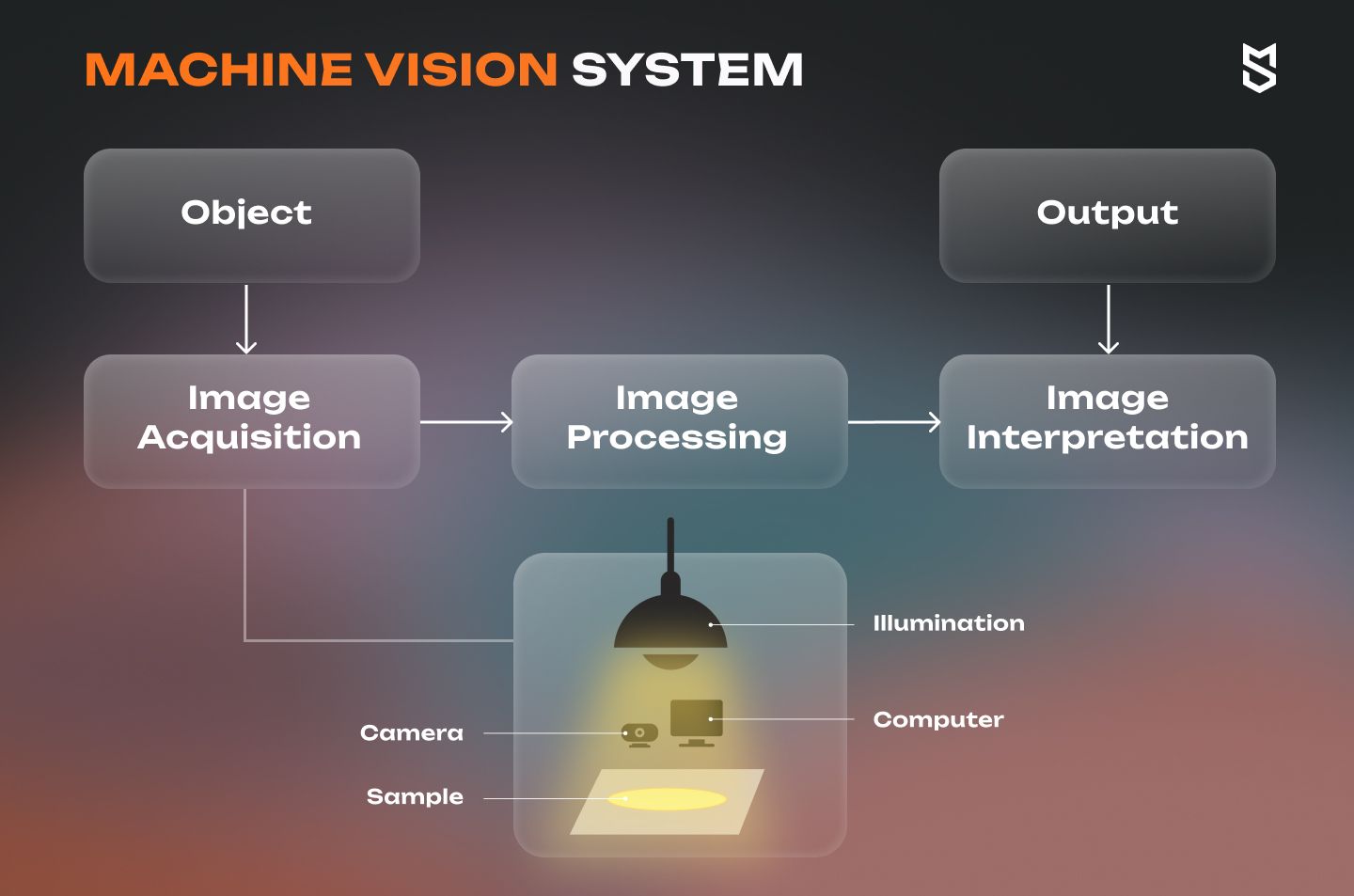
A custom-built system differs from a standard one in three interconnected areas: optical design, sensor selection, and software calibration. Optically, engineers select lenses and filters based on the specific reflectivity, texture, and geometry of the target object, sometimes designing multi-angle lighting rigs that eliminate glare on curved or metallic surfaces. On the sensor side, the choice between CMOS and CCD, monochrome and color, or global shutter and rolling shutter depends on part speed, contrast requirements, and the tolerance for motion blur during high-speed inspection.

Software calibration is where the deepest customization typically occurs. Generic vision software ships with pre-trained models for common defect types, but a facility manufacturing custom composite parts, for example, may need algorithms trained specifically on its own material’s fiber patterns and resin variations. Integrators who build custom machine vision systems often spend more engineering hours on this calibration phase than on hardware selection, because a poorly tuned algorithm will misclassify acceptable variation as a defect, driving unnecessary scrap rates upward.
A vision system is only as intelligent as the data it was trained to recognize; hardware captures the image, but calibration determines whether the system understands what it sees.
How Lens Selection Affects Inspection Accuracy in Harsh Environments
Lens choice carries disproportionate weight in overall system performance, more so than many engineers initially expect. A lens with insufficient resolving power will blur fine defects even when paired with a high-resolution sensor, since the optical chain’s weakest link sets the ceiling for the entire system’s clarity. In industrial settings, lenses must also resist thermal drift; as ambient temperature rises on a factory floor, uncoated glass elements can expand slightly, shifting focus and introducing subtle distortion that standard software correction cannot fully compensate for. ClearView Cameras
Ruggedized machine vision lenses for industry typically include locking mechanisms on both focus and aperture rings to prevent vibration-induced drift, along with hardened coatings that resist scratching from airborne particulates. Telecentric lenses, though more expensive than standard fixed-focal-length options, are often specified for precision measurement tasks because they maintain consistent magnification regardless of an object’s position within the depth of field, eliminating the perspective error that would otherwise skew dimensional measurements on parts moving along a conveyor.

Sensor and Frame Rate Considerations for High-Speed Production Lines
Frame rate and exposure timing become critical the moment line speed increases beyond a few hundred parts per minute. A global shutter sensor captures the entire frame simultaneously, avoiding the smearing artifacts that a rolling shutter produces on fast-moving objects, which makes it the preferred choice for bottling, canning, and high-speed sorting applications. Exposure time must be short enough to freeze motion, which in turn requires brighter, more precisely synchronized strobe lighting rather than continuous illumination.
Consider a bottling line moving 600 containers per minute, roughly ten per second. At that speed, a camera needs a shutter speed fast enough to capture a sharp image within a window of a few milliseconds, and the strobe light must fire in exact synchronization with that exposure window to avoid underexposed or streaked images. Getting this timing wrong by even a few milliseconds can produce a blurred frame that a defect-detection algorithm will misread as a false negative, allowing a genuine defect to pass inspection undetected.
Where Do Machine Learning Vision Systems Outperform Rule-Based Inspection?
Traditional rule-based vision systems rely on explicit programming: if edge contrast exceeds a threshold, flag a defect. This works reliably for consistent, well-defined defects like missing components or misaligned labels. However, when defects are subtle, variable in appearance, or contextual, such as surface texture anomalies on natural materials like wood or leather, rule-based logic tends to produce excessive false rejects or, worse, misses genuine defects entirely.
Machine learning vision systems address this by training on labeled image datasets rather than fixed rules, allowing the algorithm to generalize across natural variation while still flagging genuine anomalies. A deep learning model trained on several thousand images of acceptable and defective solder joints, for instance, can learn subtle textural cues that would be impractical to encode as explicit rules. The tradeoff is that these systems require substantial training data and periodic retraining as production materials or lighting conditions shift, which adds an ongoing maintenance cost that rule-based systems generally avoid. ClearView Machine Vision
| Attribute | Rule-Based Vision | Machine Learning Vision | Typical Best Fit |
|---|---|---|---|
| Setup time | Fast, hours to days | Slower, days to weeks | Rule-based for simple geometric checks |
| Defect variability tolerance | Low | High | ML for natural materials, textures |
| Ongoing maintenance | Minimal | Periodic retraining needed | Rule-based for stable, unchanging parts |
| Hardware demand | Standard processor sufficient | GPU or accelerator often required | ML for high-resolution, high-throughput lines |
| Explainability | High, transparent logic | Lower, “black box” tendencies | Rule-based for regulated industries |
Is a Fully Custom System Worth the Investment Over a Modular Off-the-Shelf Kit?
The honest answer depends on how far a given application deviates from standard conditions. For a facility inspecting uniform, well-lit parts on a moderate-speed line, a modular kit sold as a high-quality machine vision system can deliver strong performance at a fraction of the engineering cost of a bespoke build. These kits benefit from economies of scale, established support channels, and predictable lead times, which matter considerably when a plant needs to deploy a solution within weeks rather than months.

Custom builds justify their higher upfront engineering cost when the application involves unusual geometry, extreme environmental stress, or throughput requirements that push standard components past their rated tolerances. A metal stamping plant dealing with oil-covered, highly reflective parts moving at high speed will likely find that no modular kit adequately handles the glare and speed simultaneously, making a tailored lighting and optics solution the only path to acceptable accuracy. Weighing this decision honestly, much like choosing between a tailored suit and one off the rack, comes down to how precisely the “standard fit” matches the actual body it needs to cover.
Budget conversations should also account for total cost of ownership rather than just initial hardware price. A modular system that requires frequent manual adjustment or produces a higher false-reject rate can quietly cost more over eighteen months than a custom system with a higher sticker price but lower ongoing labor overhead. Integrators evaluating industrial cameras options for a specific line should request throughput and accuracy data under conditions that closely mirror the actual production environment, not idealized lab conditions.
What Does the Integration Process Actually Look Like in Practice?
Building a custom vision system generally follows a sequence that begins with a detailed process audit: documenting part variability, line speed, ambient lighting, and existing PLC or robot communication protocols. Engineers then prototype the optical setup on a bench, testing lens and lighting combinations against sample parts pulled directly from production, including intentionally defective units to validate detection sensitivity. Only after this optical validation does software development begin, since building algorithms against unstable or poorly lit images wastes development time on a moving target.
Balancing Strengths and Limitations of a Tailored Vision Deployment
- Custom systems typically require three to six months from initial audit to validated production deployment.
- Modular kits can often be installed and calibrated within two to four weeks for standard applications.
- Machine learning components generally need a minimum of several hundred labeled images per defect class to train reliably.
- Ruggedized lens housings rated for industrial dust and vibration typically add 15-30% to component cost versus standard optics.
Getting the Most Practical Value From a Custom Vision Deployment
Frequently Asked Questions
How long does it take to deploy a custom machine vision system?
Most custom deployments take three to six months from initial process audit through calibration and full production validation, depending on part complexity and integration requirements with existing line controls.
Do machine learning vision systems require retraining over time?
Yes, periodic retraining is typically necessary whenever material batches, lighting conditions, or product designs change enough to shift the visual characteristics the model was originally trained on.
Can a custom vision system be upgraded later without full replacement?
In most cases yes, provided the original software architecture was built modularly; hardware such as lenses and lighting rigs may need adjustment, but the core software framework can often accommodate new inspection criteria.
What industrial environments most often require ruggedized lens housings?
Foundries, mining operations, food processing lines with washdown requirements, and outdoor or high-vibration settings typically demand hardened, sealed lens housings to prevent premature optical degradation.
Is a modular off-the-shelf kit ever a better choice than a custom build?
Yes, for stable production lines with consistent part geometry and lighting, a modular kit often provides sufficient accuracy at a lower cost and considerably faster deployment timeline than a fully custom system.
